
Page 130 - 中国核能核能年鉴2017.indd
P. 130
特 载
续表
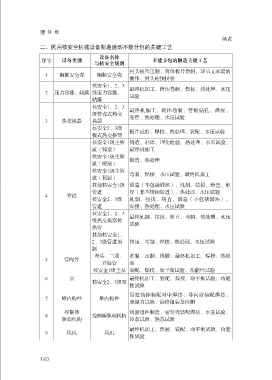
二、民用核安全机械设备制造活动不能分包的关键工艺
设备名称
序号 设备类别 不能分包的制造关键工艺
与核安全级别
封头板片压制、筒体板片卷制、环吊支承梁的
1 钢制安全壳 钢制安全壳
制作、封头的预拼装
核安全1、2、3
2 压力容器、储罐 级压力容器、 最终机加工、筒体卷制、焊接、热处理、水压
试验
储罐
核安全1、2、3 最终机加工、筒体卷制、管板钻孔、焊接、
级管壳式热交
3 热交换器 换器 胀管、热处理、水压试验
核安全2、3级 板片成形、焊接、热处理、装配、水压试验
板式热交换器
核安全1级主管 铸造、补焊、理化检验、热处理、水压试验、
道(铸造) 最终机加工
核安全1级主管 锻造、热处理
道(锻造)
核安全1级主管
弯制、焊接、水压试验、最终机加工
道(预制)
其他核安全1级 锻造(不包括锻坯)、轧制、拉拔、矫直、堆
管道 焊(非不锈钢管道)、热处理、水压试验
4 管道
核安全2、3级 轧制、拉拔、矫直、锻造(不包括锻坯)、
管道 焊接、热处理、水压试验
核安全1、2、3 最终轧制、拉拔、矫直、弯制、热处理、水压
级热交换器传 试验
热管
其他核安全1、
2、3级管道预 挤压、弯制、焊接、热处理、水压试验
制
弯头、三通、 推制、压制、模锻、最终机加工、焊接、热处
5 管配件
异径管 理
核安全1级主泵 装配、焊接、动平衡试验、功能性试验
6 泵 最终机加工、装配、焊接、动平衡试验、功能
核安全2、3级泵
性试验
吊篮筒体装配对中焊接、导向筒装配焊接、
7 堆内构件 堆内构件
摩擦力试验、最终组装及检测
控制棒 线圈组件制造、密封壳装配焊接、水压试验、
8 控制棒驱动机构
驱动机构 冷态试验、热态试验
最终机加工、焊接、装配、动平衡试验、功能
9 风机 风机
性试验
120